Casting in molds of different materials (copper, steel…) and different forms (cylinder, cuboid…)
Manufacturer: Co. Balzers (no photo)
For medium melt volumes (ca. 250 cm3)
Melt process under protection: gas or vacuum
Casting in molds of different materials (copper, steel…) and different forms (cylinder, cuboid…)
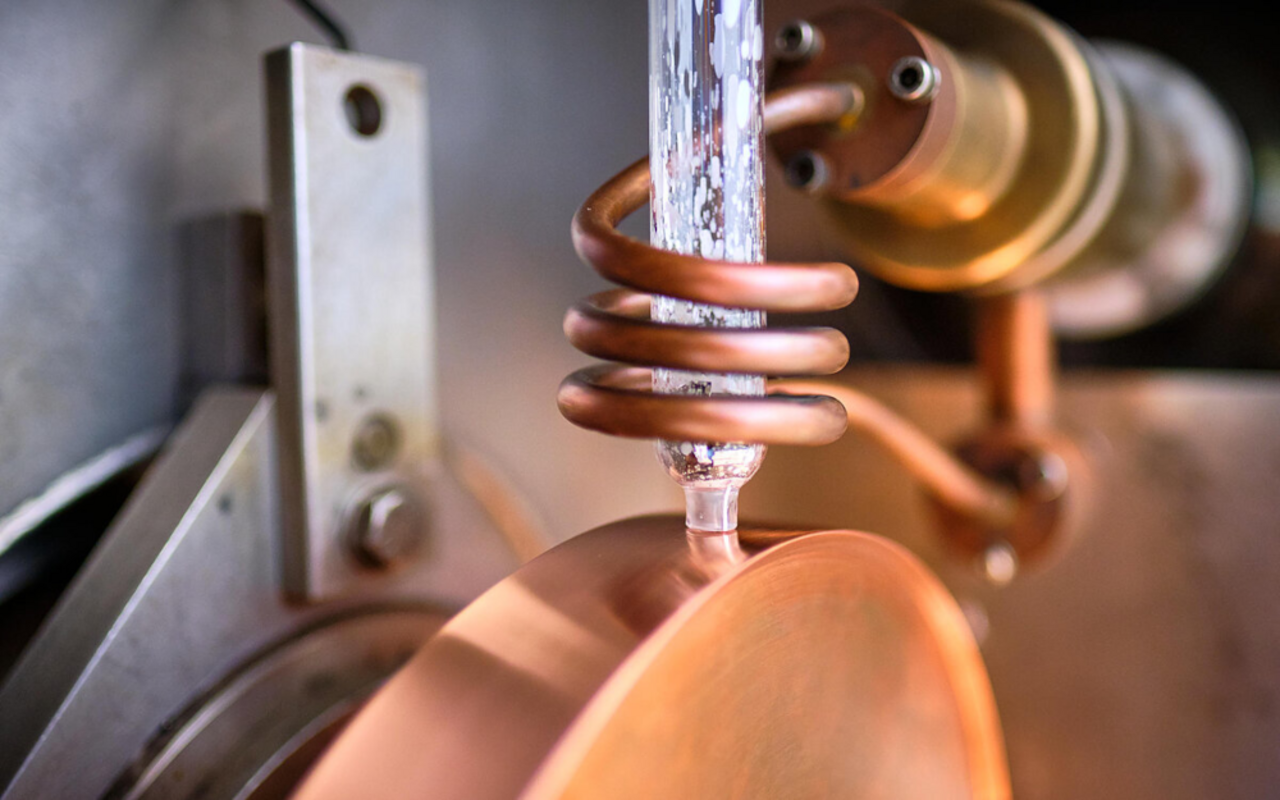
Cold crucible melting
Manufacturer: in-house development of IFW-Research Technology Department
Contact-free inductive melting under protective gas or vacuum – no crucible
Also suitable for reactive metals
Casting in copper mold (rod diameter: 10 to 12 mm, length ca. 10 cm)
Subsequent addition of further constituents to alloy feasible
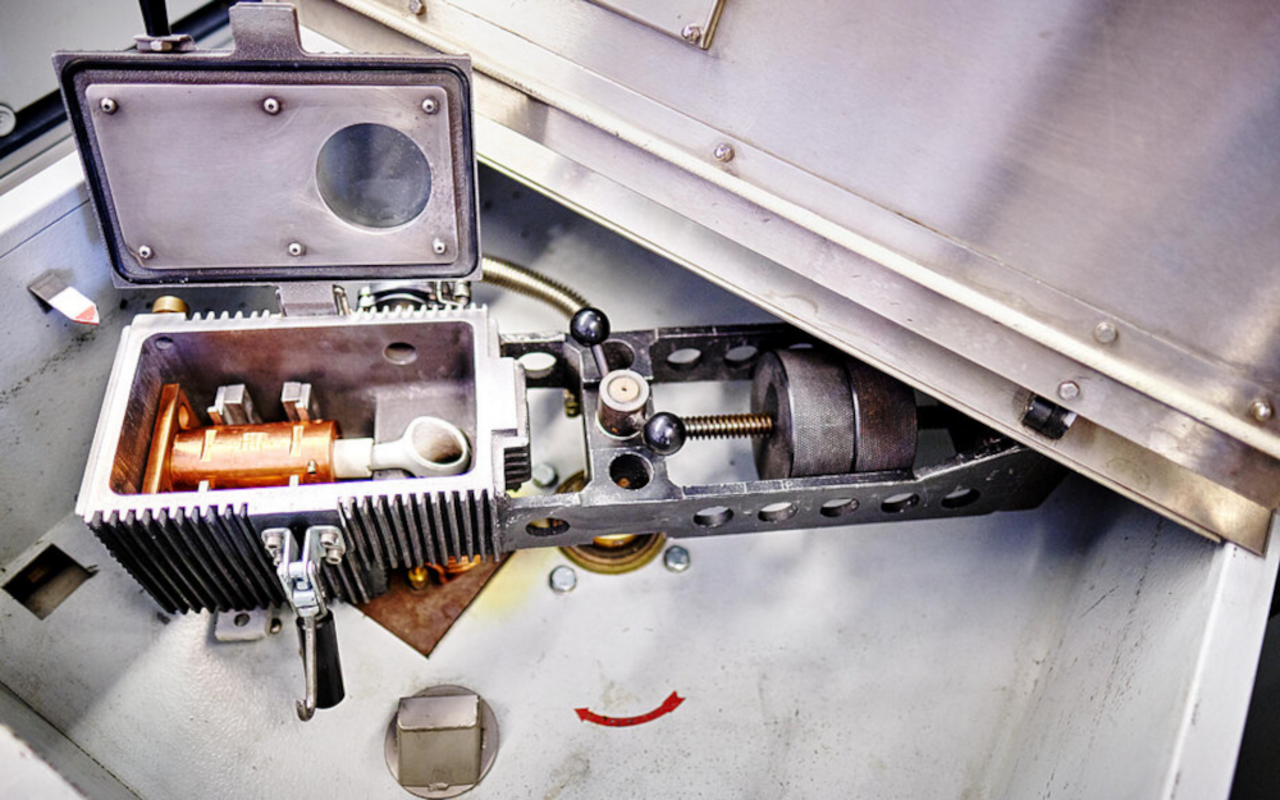
Suction casting
Manufacturer: Co. E. Buehler
Melting process via electric arc in small water cooled copper slots (ca. 10 g) under argon atmosphere
Also suitable for reactive metals
Subsequent suction casting in copper molds with small diameters or small rectangular cross section (e.g. rod diameter: 1.5 to 6 mm, rod length: 7 cm) to ensure high cooling rates
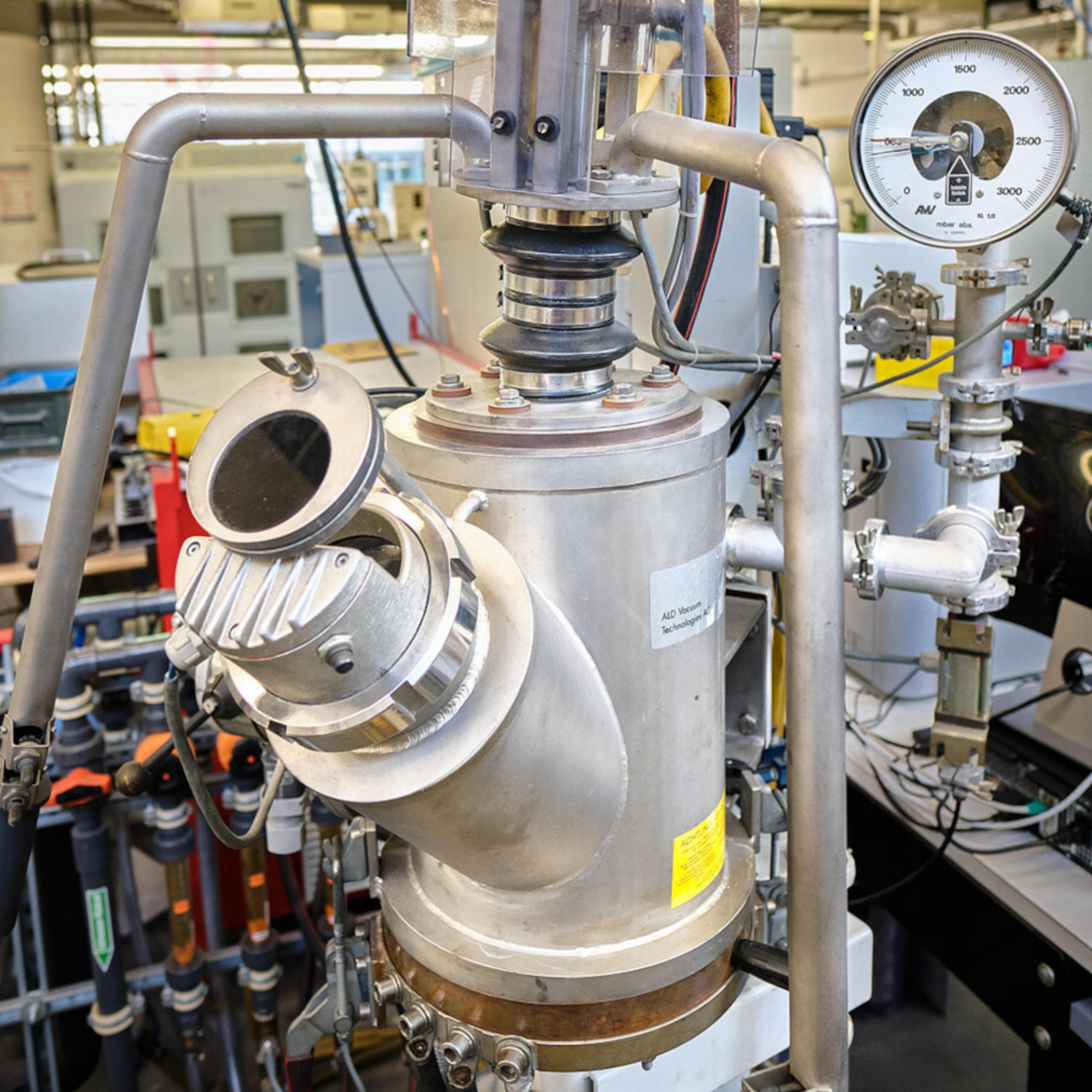
Arc melting
Manufacturer: ALD Vacuum Technologies GmbH
Melting process via electric arc in water cooled copper sheets (ca. 50 g) under argon atmosphere
Also suitable for reactive metals
Centrifugal casting
Manufacturer: Linn High Therm
For smaller melt volumes (ca. 2 cm3)
Melt process under protective gas or vacuum
Excellent capability for mold filling and high cooling rates effective during centrifugal coating in a copper mold with small diameter (1.5 to 6 mm)
Eventual turbulences in melt can lead to "marbling“
Melt spinning
Manufacturer: E. Buehler
Inductive melting in e.g. SiO2 and graphite crucibles under protection gas or vacuum