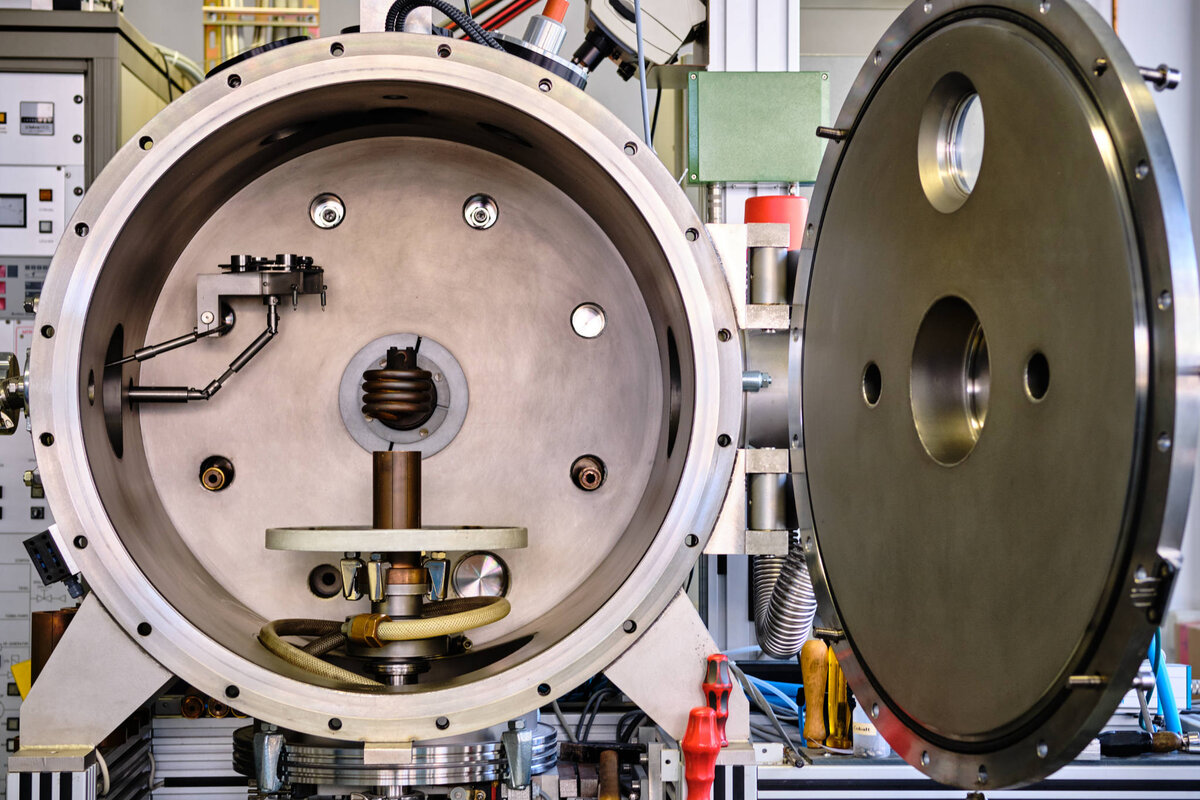
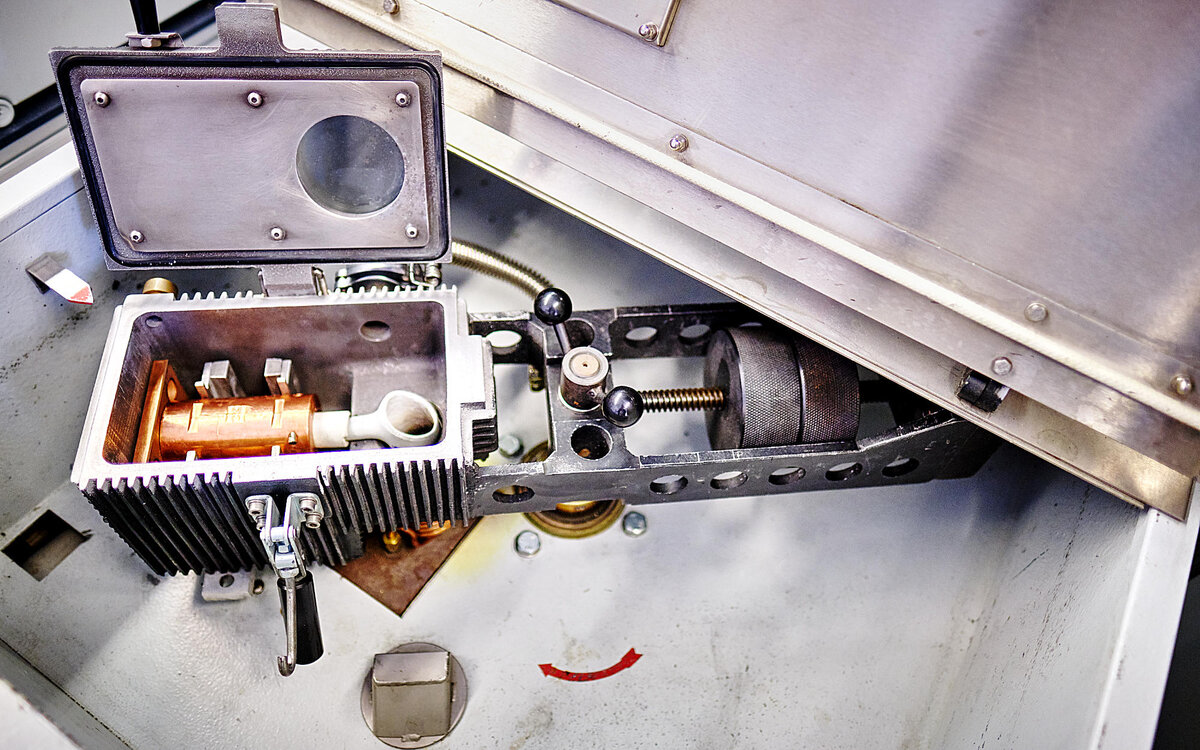
Melting process via electric arc in small water cooled copper slots (ca. 10 g) under argon atmosphere
Also suitable for reactive metals
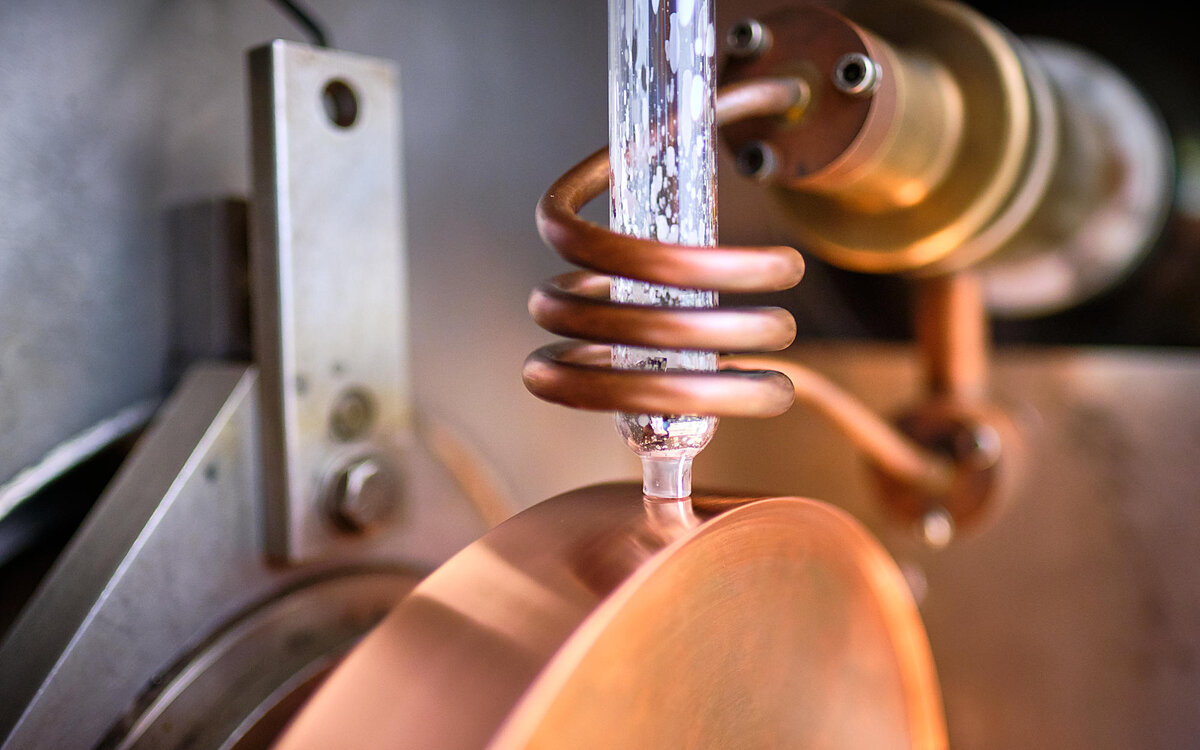
Subsequent suction casting in copper molds with small diameters or small rectangular cross section (e.g. rod diameter: 1.5 to 6 mm, rod length: 7 cm) to ensure high cooling rates