
Mechanical and thermomechanical treatments of metals and metal alloys are an integral part of modern materials development. For that reason, we use basic knowledge about deformation mechanisms, the (dynamical) recrystallization behavior and the phase equilibria to tailor specific materials properties. The main goal of the investigations is always to develop materials with an outstanding structural properties, partly in combination with functional capabilities.
To realise the preparation of these materials a wide range of deformation methods is available at the IFW Dresden.
| rolling mill | diameter of the working roll | range of sample dimensions |
| two-height rollig mill | 280 mm | h = 1 mm - 50 mm; wmax = 100 mm |
| four-height rollnig mill | 110 mm | h = 0.1 mm - 4 mm; wmax = 80 mm |
| (four-height rolling mill) | 40 mm | h = 0.05 mm - 0.4 mm; wmax = 20 mm |
| 12-height rolling mill | 11 mm | h = 0.015mm - 0.1 mm; wmax = 15 mm |
Herein: h = height of the strip; wmax = maximum width of the strip. The duo rolling mill (D = 280mm) can be equiped with rolls suitable for (i) RT deformation or (ii) hot rolling with sample temperatures up to 1200°C. The rolls are not heated.
| drawing machine | range of sample diameter | further information |
| chain drawing bench | D = 3 mm - 28 mm | l = 0.3 m - 3*6 m |
| chain drawing bench | D = 0.5 mm - 6 mm | l = 0,2 m - 3 m |
| bull block drawing unit | D = 2 mm - 6.5 mm | Dbobbin = 600 mm; l = 1 m - 100 m |
| bull block drawing unit | D = 0.5 mm - 4.5 mm | Dbobbin = 400 mm; l = 1 m - 100 m |
Herein: D = diameter of the rod / wire; l = length of the sample; Dbobbin = diameter of the bobbin of the bull block. Drawing is operated at RT, while samples below 1 m can be drawn under liquid nitrogen cooling. We adapt standard lubricants as well as a pressure coating unit (ECOFOM EM20)

| forging machine | range of sample diameter | |
| air hammer | D = 16 mm - 80 mm |
The hammer allows metal forming at RT and hot working of pre heated samples with up to 1200°C. Free-form forging with flat tools is also possible.
| swageing machinge | range of sample diameter | |
| 4-plunger rotary swager | D = 6,7 mm - 30,0 mm | |
| 4-plunger rotary swager | D = 1,0 mm - 6.7 mm | |
| 2-plunger rotary swager | D = 3,8 mm - 9.0 mm | |
| 2-plunger rotary swager | D = 1,0 mm - 5.0 mm | |
| 2-plunger rotary swager | D = 0,3 mm - 3.0 mm |
Herein D = diameter of the wire. Cold swaging (room temperature or sample cooled in liquid nitrogen) is possilbe in the above mentioned ranges while swaging of hot samples (sample temperature up to 800°C) is possible in the range of D = 2 - 11.6 mm. As the tools are at room temperature, deformation at other temperatures is limited to short samples, only.
Hot extrusion can be performed at up to 600°C with a maximum force of kN. The unit requires samples (or containers) with a diameter of 30 mm. Depending on the sample, deformation to D = 9 mm is possible.

The characterisation of the mechanical properties is a key feature for the development of cutting-edge materials with enhanced mechanical properties or to obtain a deeper understanding on the mechanical behaviour of materials, in particular plasticity and the underlying deformation mechanisms. For that reason, mechanical testing is always combined with sophisticated microstructural analyses. The mechanical sample characterisation is performed in a wide spectrum of set-up parameters.
To realise the mechacical tests of the samples, a number of test facilities are available at the IFW Dresden. Besides those listed below, the reader may wish to also have a look at more test rigs, which are all together part of a joint laboratory.
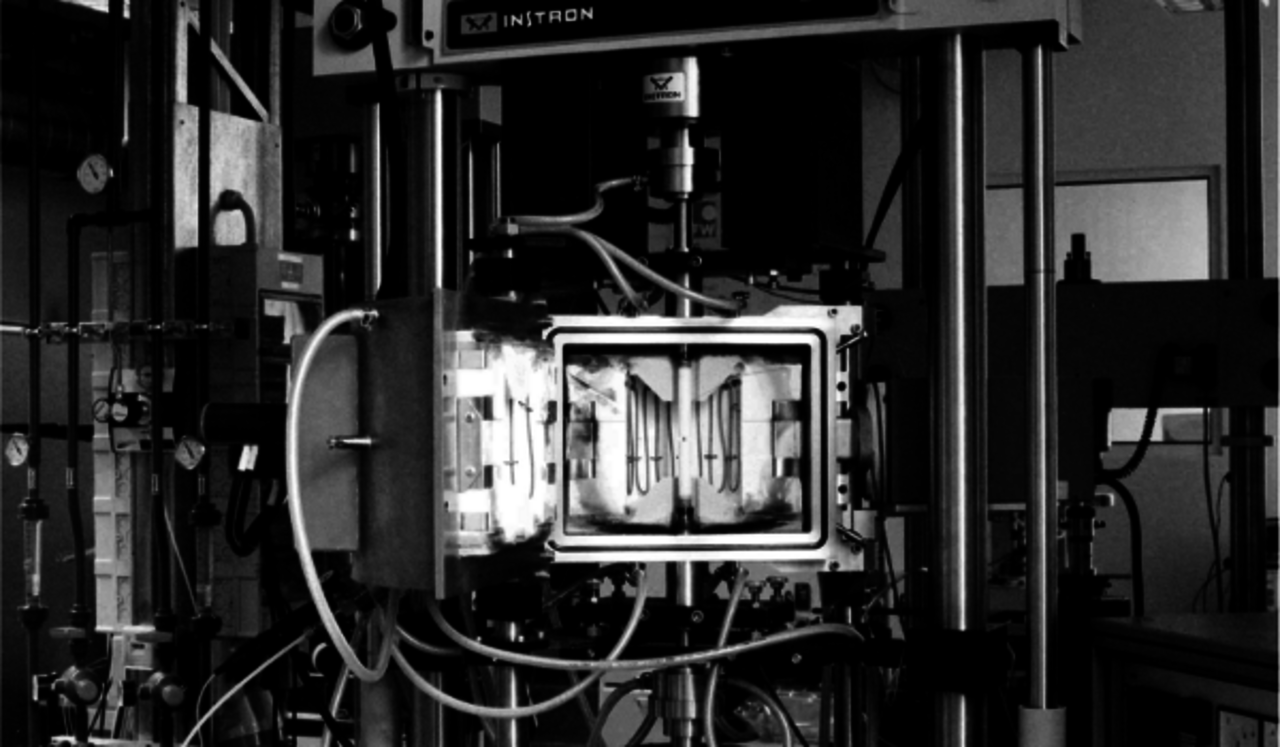
| test unit | maximum load | further information |
| electromechanical test unit | 50 kN | laser-specle extensiometer |
| electromechanical test unit | 10 kN | T = RT - 1400°C (vacuum or air, compression only) |
| servo-hydraulic test unit | 200 kN | T = -140°C - 600 °C (air) |
Herein: T = temperature.

| test unit | maximum load | further information |
| electromechanical test unit | 50 kN | f < 10 Hz |
| servo-hydraulic test unit | 100 kN | f < 100 Hz |
Herein: f = test frequency. High and low-frequency cycle fatigue measurements (HCF, LCF) can be performed in strength or elongation controlled mode (max.: 100 kN/100 cycles per second).

| test unit | maximum load | further information |
| electromechanical test unit | 10 kN | T = RT - 1400°C (vacuum or air, compression only) |
Herein: T = temperature. Experiments are carried out with constant load in compression.
Heat treatments are required to adjust the phase composition, which may be desired to be single-phase or a well adjusted combination of phases as e.g. required for precipitation hardening. Hence, the annealing is utilised to obtain well-defined microstructures in the materials under investigation and, thus, to tailor their properties.
To realise the heat treatments, a number of facilities are available at the IFW Dresden.
| furnace | max. operation temperature | inside space |
| forging furnace | 1200°C | wmax = 400 mm ; hmax = 200 mm; lmax = 600 mm |
| forging furnace | 1200°C | wmax = 550 mm ; hmax = 400 mm; lmax = 1000 mm |
Herein: h = height; w = width; l = length. The heat treatments are carried out in air atmosphere.

| furnace | max. operation temperature | inside space | atmosphere |
| muffle furnace | 1700°C | w = 120 mm ; h = 80 mm; l = 150 mm | Air |
| muffle furnace | 1200°C | w = 250 mm ; h = 250 mm; l = 750 mm | Ar |
Herein: h = height; w = width; l = length.

| furnace | inner tube diameter | max. sample length | max. operation temperautre | atmosphere |
| D10 | 100 mm | 300 mm | 1300°C | Air (*) |
| D11, D12 | 120 mm | 300 mm | 1300°C | Air, N2, Ar |
| Linn 100 | 40 mm | 100 mm | 1000°C | Vac, N2, Ar, H2 (**) |
| Long-Tube | 180 mm | 1800 mm | 1200°C | Vac, N2, Ar, H2 (**) |
| Hardening furnace | 100 mm | 200 mm | 1300°C | N2, Ar (*) |
(*) external quenching possible
(**) rapid cooling possible (moving samples out of the hot zone)
| furnace | maximum operation temperature | furhter information |
| tube furnace | 800°C (*) | in-situ R(T) measurements (**) |
| tube furnace | 1000°C (*) | special annealing atmosphere: vacuum, H2, etc. rapid cooling under same conditions possible |
| Saturn | 1300°C | calibration of thermo-couples |
(*)To achieve maximum heating rates (approx 5K/s), the sample can be pushed into the hot zone of the furnace.
(**)Samples for resistance measurements have a length of either 40 mm or 100 mm. The diameter of the samples is up to 3 mm, flat samples can be measured with a width of up to 1/10 of its length.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}